



机器人焊接工作站的PLC程序设计需结合硬件配置、通信协议和工艺流程,以下是一个结构化的实现框架:
一、硬件配置与通信
PLC选型与硬件组态
根据输入输出信号数量选择PLC型号(如西门子S7-1500系列)。
在编程软件(如TIA Portal)中完成硬件组态,配置电源模块、CPU模块、输入输出模块和通信模块。
通过Profinet或Profibus-DP总线连接机器人控制器、传感器和执行器。
机器人通信
采用Profinet或Profibus-DP协议实现PLC与机器人(如Fanuc、KUKA)的通信。
配置通信参数,确保PLC与机器人的输入输出信号地址一一对应。
二、PLC程序设计
I/O分配
输入信号:启动按钮、急停按钮、焊接完成信号、故障信号等。
输出信号:焊机使能、机器人启动信号、电磁阀控制信号等。
根据控制需求分配输入输出信号地址。例如:
程序结构
主程序:初始化系统,调用各子程序。
焊接控制子程序:根据焊接工艺要求,控制焊机启停、焊接参数设置和焊接过程监控。
机器人控制子程序:通过通信指令控制机器人运动,实现焊接路径跟踪。
故障处理子程序:监测系统故障,触发报警并停机。
人机界面(HMI)交互子程序:实现HMI与PLC的数据交互,显示系统状态和参数。
关键功能实现
焊接启停控制:
pascal
IF (StartButton AND NOT EmergencyStop) THEN WeldingEnable := TRUE; // 启用焊机 RobotStart := TRUE; // 启动机器人 END_IF; IF (WeldingComplete OR FaultSignal) THEN WeldingEnable := FALSE; // 禁用焊机 RobotStart := FALSE; // 停止机器人 END_IF; 焊接路径跟踪:通过PLC与机器人的通信,实时调整机器人运动轨迹,确保焊接质量。
故障保护:监测过流、过压、过热等故障信号,触发报警并停机。
三、调试与优化
离线仿真
使用PLC编程软件的仿真功能,测试程序逻辑。
模拟输入信号,验证输出信号的正确性。
在线调试
将程序下载到PLC中,连接实际设备进行调试。
逐步测试各功能模块,调整参数以优化系统性能。
故障排查
检查I/O信号连接是否正确。
监测通信状态,确保PLC与机器人之间的数据传输正常。
根据故障代码,定位并解决问题。
四、扩展功能
数据记录与分析
记录焊接参数、故障信息和生产数据。
通过数据分析,优化焊接工艺,提高生产效率。
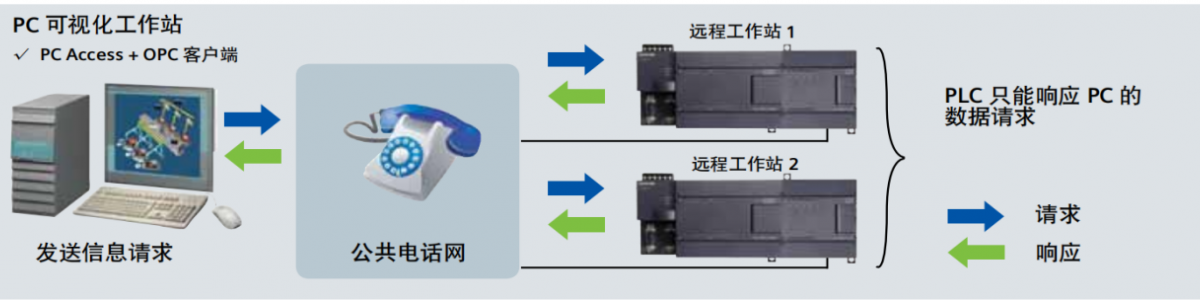
远程监控与维护
通过OPC UA或MQTT协议,将数据上传至云平台。
实现远程监控、参数修改和故障诊断。
