



西门子 PLC(如 S7-200/300/400/1200/1500 系列)的故障分析与检测需结合硬件状态、故障代码、程序逻辑、通讯链路等多维度排查,遵循 “先硬件后软件,先外部后内部” 的原则。以下是系统的分析方法和步骤:
一、硬件故障检测(优先排查)
PLC 故障中约 60% 源于外部硬件(电源、传感器、执行器、接线等),需先排除外部问题。
1. 电源系统检查
2. 模块状态指示灯判断
西门子 PLC 各模块(CPU、IO 模块、通讯模块)均有指示灯,通过状态可快速定位故障:
| 模块类型 | 指示灯 | 状态含义(以 S7-1200/1500 为例) |
|---|---|---|
| CPU | RUN | 绿色常亮:运行;绿色闪烁:启动中;熄灭:未运行 |
| STOP | 黄色常亮:停止模式;黄色闪烁:故障(需查看诊断缓冲区) | |
| ERROR | 红色常亮 / 闪烁:硬件故障(如内部错误、电池电量低) | |
| IO 模块 | SF/ERROR | 红色常亮:模块故障(接线错误、通道短路、模块损坏) |
| DI/DO 通道灯 | 绿色亮:输入 / 输出有效(可对比实际信号判断通道是否正常) | |
| 通讯模块 | link/ACT | 绿色常亮:物理连接正常;闪烁:数据传输中;熄灭:连接断 |
3. 外部接线与 IO 点检测
4. 模块与背板总线检查
二、软件与程序故障诊断
排除硬件问题后,需通过编程软件(TIA Portal、STEP 7)分析程序逻辑或系统配置故障。
1. 读取诊断缓冲区(核心手段)
2. 程序逻辑与变量监控
3. 固件与配置检查
三、通讯故障检测
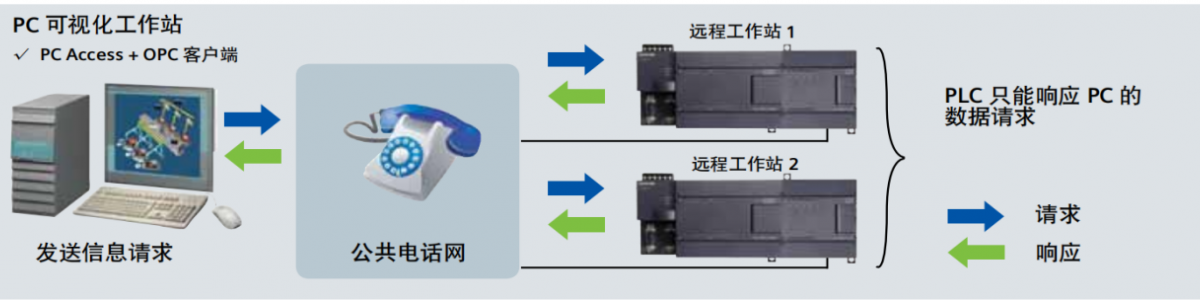
PLC 与 HMI、上位机、其他设备的通讯故障(如 PROFINET、MPI、Modbus)需单独排查:
1. 物理连接检查
2. 网络参数匹配
3. 通讯诊断工具
四、特殊故障处理
五、总结排查流程
通过以上步骤,可逐步缩小故障范围,高效定位问题点。对于复杂故障(如 CPU 内部损坏),建议联系西门子技术支持或更换备件测试。
