



以下是针对西门子S7-200 PLC在塑料挤出机中的程序设计与实现方案,结合硬件配置、软件逻辑及调试要点进行说明:
一、硬件配置与系统架构
PLC选型
选用西门子S7-200系列CPU226模块,其具备24点输入和16点输出,支持扩展模块(如EM223数字量扩展、EM235模拟量扩展),可满足挤出机对温度、压力、速度等多参数的控制需求。输入输出分配
输入信号:包括启动/停止按钮、急停按钮、温度传感器(热电偶)、压力传感器、螺杆转速编码器等。
输出信号:控制加热器通断、螺杆电机启停、变频器频率给定、冷却风扇、报警指示灯等。
模拟量处理:通过EM235模块采集温度、压力等模拟量信号,并输出4-20mA信号控制变频器或加热功率。
通信配置
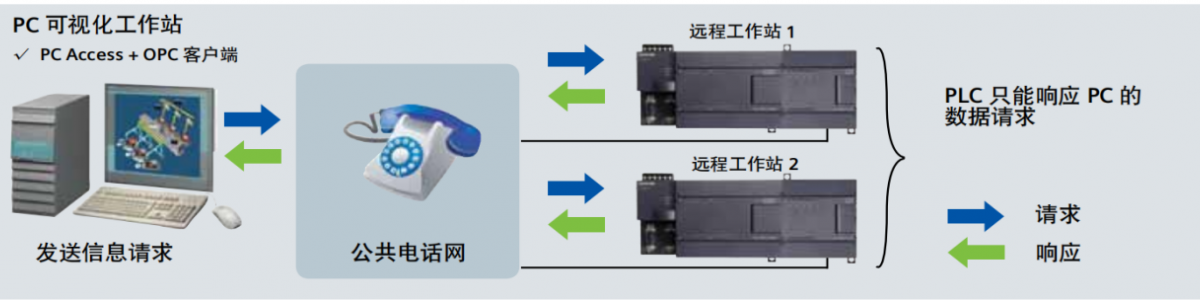
若需与上位机或触摸屏通信,可利用CPU226内置的PPI接口,或通过扩展通信模块(如CP243-1以太网模块)实现远程监控。
二、程序设计与逻辑实现
1. 主程序结构
初始化阶段:设置PLC工作模式、清除故障标志、初始化变量(如温度设定值、螺杆转速设定值)。
运行阶段:循环扫描输入信号,执行控制逻辑,更新输出状态。
故障处理阶段:监测过流、过压、超温等异常,触发报警并停机。
2. 关键控制逻辑
温度控制:
采用PID算法实现挤出机料筒温度的闭环控制。
示例逻辑:通过EM235读取热电偶信号(如PT100),与设定值比较后,PID输出控制固态继电器(SSR)通断,调节加热圈功率。
梯形图片段:
ladder// 温度采集与PID计算LD SM0.0 // 常ON触点 MOVW AIW0 VD100 // 模拟量输入(温度)存入VD100 PID VB100 VD100 VD200 // PID指令:参数表地址VB100,输入VD100,输出VD200 // PID输出控制加热器 LD VD200 >I K16000 M0.0 // 若输出值>16000(对应加热功率) = M0.0 Q0.0 // 驱动加热器输出
螺杆转速控制:
通过变频器调节电机转速,实现挤出量的精确控制。
示例逻辑:
ladder// 转速设定与变频器控制LD I0.0 // 启动按钮 EU // 上升沿触发 MOVW K5000 QW0 // 设定转速为5000(对应变频器频率) // 变频器频率输出 LD SM0.0 MOVW QW0 AQW0 // 数字量输出(0-10V)控制变频器
顺序控制:
挤出机启动需按顺序完成:料筒预热→螺杆启动→喂料→挤出。
示例逻辑(使用顺序控制继电器SCR):
ladder// 顺序控制阶段1:料筒预热SCR S0.0 // 进入阶段0 LD SM0.0 CALL SBR_HEAT // 调用温度控制子程序 LD T37 // 预热时间到(如10分钟) SCRT S0.1 // 跳转到阶段1 // 阶段1:螺杆启动 SCR S0.1 LD SM0.0 = Q0.1 // 启动螺杆电机 SCRT S0.2 // 跳转到阶段2
3. 保护与报警逻辑
超温保护:若温度超过设定值(如250℃),立即切断加热器并报警。
过载保护:监测电机电流,超限时停机。
示例逻辑:
ladder// 超温报警LD VD100 // 当前温度 >I K25000 M1.0 // 若温度>250℃ = M1.0 Q0.5 // 触发报警灯 R Q0.0 // 关闭加热器
三、调试与优化
模拟调试:
使用STEP 7-Micro/WIN的“状态表”功能,强制输入信号(如温度值),观察PID输出是否合理。
通过“程序状态监控”功能,逐步执行梯形图,验证顺序控制逻辑。
现场调试:
调整PID参数(如比例带、积分时间、微分时间),使温度波动控制在±2℃内。
优化顺序控制时间,确保各阶段无缝衔接(如预热时间与螺杆启动时间匹配)。
故障排查:
若加热器频繁启停,检查PID输出是否饱和(如输出值达到上限)。
若螺杆转速不稳定,检查变频器反馈信号是否干扰PLC输入。
四、扩展功能
多段温度控制:
挤出机料筒通常分多区加热,可为每个区配置独立的PID控制回路,通过数据块(DB)存储参数。
配方管理:
使用V存储区存储不同材料的工艺参数(如温度、转速),通过触摸屏切换配方。
远程监控:
通过PPI或以太网通信,将PLC数据上传至SCADA系统,实现生产数据记录与分析。
